Quality control of powder coatings
Quality control of powder coatings is key to ensuring coating performance and durability. As a dry coating process, powder coating has the characteristics of no VOC emissions, recyclability and energy saving. However, quality control of powder coatings is also crucial. Only through effective quality control can we ensure good performance and durability of the coating. In this article, we will detail the key elements of quality control during the production and use of powder coatings to help you ensure the quality and performance of your coating.

1. How to control the quality of powder coatings during the production process?
a. Raw material selection for powder coatings
Common powder coating raw materials include resins, pigments, additives, etc. Resin is the basic component of powder coatings. Pigments affect the final product effect. Additives can improve the fluidity and adhesion of powder coatings. We regularly test raw materials to ensure production standards are met. These tests include raw material density, purity, particle size, viscosity, and more.
b. Develop process standard operating procedures
Strict process standard operating procedures can clarify the specific requirements for each production step of powder coatings, including raw material mixing, particle preparation, coating and curing. Take the raw material premixing and melting and solidification processes of powder coatings as an example. Powder coating raw materials with different components require different raw material premixing times and melting and solidification times. Human intervention in relevant parameters during the manufacturing process will cause each batch of powder coatings to have different properties, and the overall powder coating quality consistency cannot be guaranteed.
c. Strict training of operators
After formulating strict process standard operating procedures, it is impossible to produce high-quality powder coatings if no one implements them. Therefore, we will regularly organize operators to conduct process standard operating procedures training. The operating steps of each link will be equipped with corresponding operating instructions. When switching to produce different types of powder coatings, the corresponding process standard operating procedures will be updated in a timely manner to avoid errors in the operation of relevant parameters.
d. Regular equipment maintenance
Although the manufacturing equipment related to powder coatings is not a high-precision instrument, there will be some failures as the number of uses increases. Our equipment maintenance personnel will regularly perform maintenance on powder coating premixers, conveyor belts, ovens, coolers, crushers, filters and other equipment to ensure that the equipment can always maintain the best working condition.
The above are the relevant measures taken to ensure the high quality of powder coatings during the manufacturing process. In addition, we have many other quality control links to ensure the stable performance of powder coatings. If you want to know more about the powder coating manufacturing process, please contact us. We will provide you with the opportunity to observe in real time online.
2. Quality control of powder coatings during use
After powder coating, quality control testing is required to ensure whether it can truly withstand the harsh external environment and whether it can resist normal wear and tear. In order to ensure the smooth delivery of orders, we will conduct relevant performance tests on the flexibility, color, gloss, adhesion, corrosion resistance, chemical resistance, durability and other related performance tests of the finished powder coatings before delivering them to customers. The following are some common quality inspections for powder coatings.
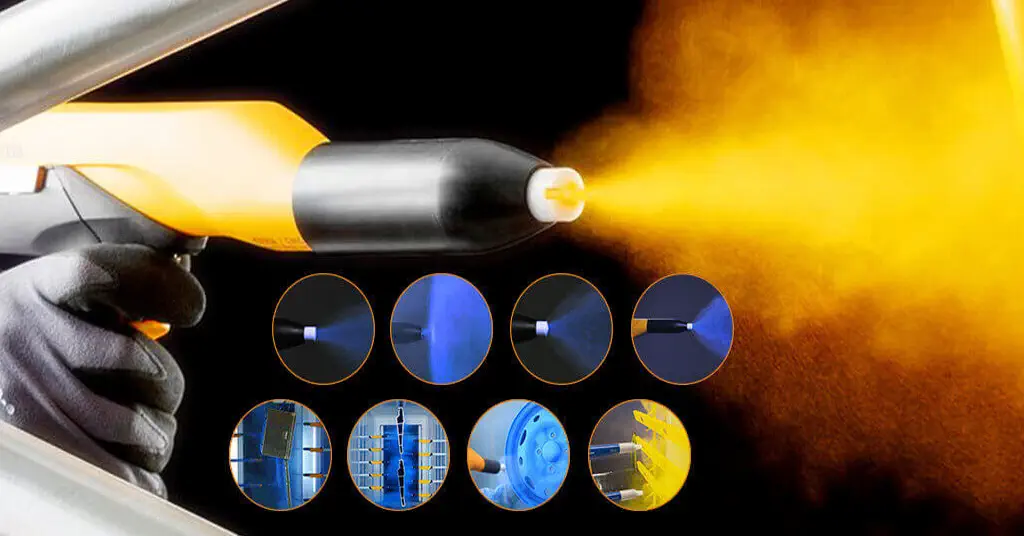
a. Powder coating thickness test
After the powder coating is negatively charged by the spray gun, it will be firmly adsorbed on the surface of the workpiece. The thickness of the powder coating can determine the film thickness after melting and solidification. Usually we use a dry film thickness meter to detect it. The thickness of powder coating on metal surfaces is generally controlled at 2-3 mils. If the thickness of the powder coating exceeds 5-7 mils, it will cause a waste of powder coating or surface appearance defects, resulting in phenomena such as orange peel or flow lines.

b. Uniformity and curing testing of powder coatings
The uniformity and curing performance of powder coatings mainly depend on the time and temperature of melt baking. Overbaking can cause the powder coating to dry out and crack. When conducting powder coating cure tests, we use a cotton swab soaked in methyl ethyl ketone and wipe it across the cured powder coating surface. After repeated light wiping 20 times, if the metal surface is exposed, it means that the curing process of the powder coating has failed. If the result of wiping is only slightly softened and then returns to normal, it means that the melting and solidification process of the powder coating is qualified. Note: There may be slight color staining on the cotton swab when wiping, this is normal.

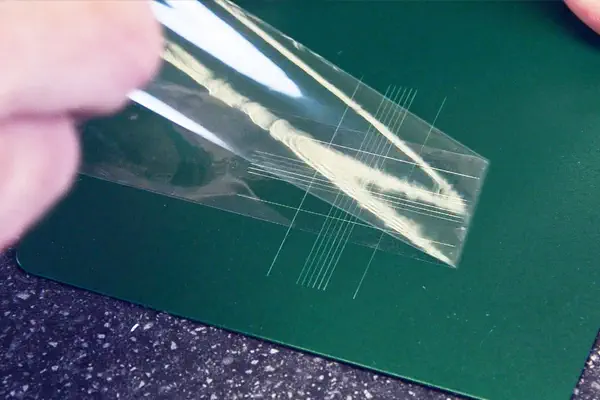
c. Adhesion test of powder coating
Adhesion is critical to the quality of powder coating applications. The adhesion test results of powder coatings can directly determine whether there is over-baking or under-baking during the melting and solidification process. The process of performing a powder coating adhesion test is also simple, using a utility knife and Scotch tape. Use a utility knife to score 5 times in one direction on the workpiece that has been sprayed with cured powder coating, and then use a utility knife to score 5 times in the vertical direction to make the surface of the entire test workpiece appear gridded. After cutting, use clear tape to stick to the grid, and then peel off the tape firmly. If only a small amount of powder falls off from the grid incisions, it means that the baking and curing process of the powder coating is qualified. If the powder coating falls off in pieces, it means that the baking and curing process of the powder coating fails.
d. Appearance inspection of powder coatings
A qualified powder coating should not have visible defects such as orange peel, bubbles, and warping after heating and curing. Since the inspection in this link is based on visual observation, the specific implementation standards need to be communicated and confirmed with the customer to avoid interference caused by subjective human judgment. Some workpieces and equipment may not have strict requirements on the appearance of powder coatings, so the acceptance standards can be appropriately relaxed during inspection. Most of the defects in appearance are caused by environmental pollution caused by spraying. During the production process of the workpiece to be sprayed, burrs, welding debris, polishing dust or other air pollutants will adhere to the surface of the workpiece and need to be thoroughly removed in advance.

The above are the details and key points of quality control during the manufacturing and use of powder coatings. If you want to present a perfect powder coating spraying effect, you need to handle the above links carefully. If you encounter any problems during the production or use of powder coatings, please feel free to contact us. UCOAT has decades of professional experience in the field of powder coating R&D and manufacturing. We are happy to provide you with free powder coating samples and powder coating application solutions.

Erik
Doctor of Chemical Engineering, expert in the field of powder coatings, with over 20 years of professional experience in the research and application of powder coatings


Have Anything To Ask Us?
