What Causes Pinholes and Outgassing in Powder Coating for Aluminum Appliance Parts?
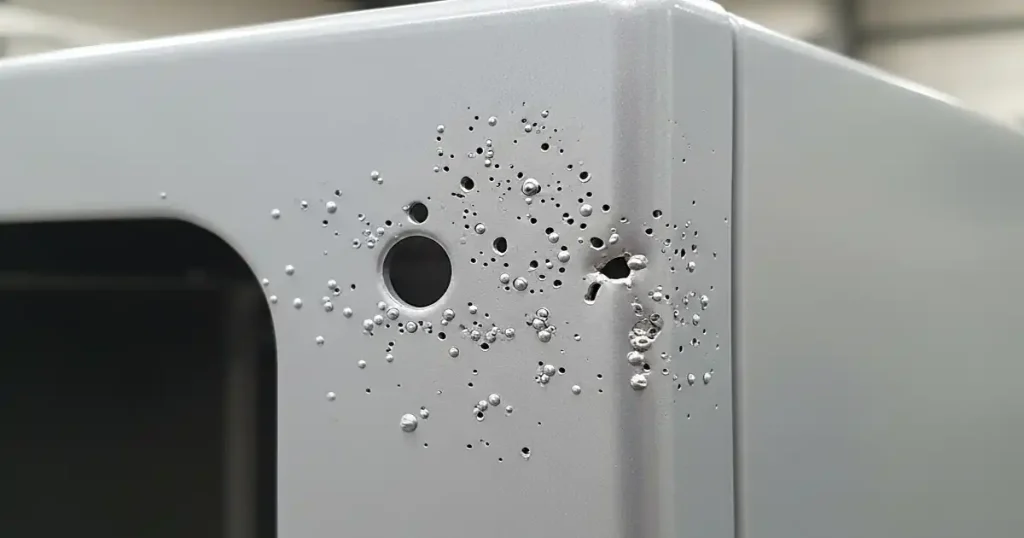
Pinholes and outgassing are persistent challenges in powder coating aluminum appliance parts, resulting in unsightly surface defects and potential corrosion risks. These issues frustrate manufacturers, coating applicators, and quality control teams striving for flawless, durable finishes on parts like refrigerator panels, oven components, or HVAC housings. As a leading powder coating manufacturer, we provide detailed, actionable solutions to eliminate pinholes in powder coating and outgassing in aluminum parts. This article outlines the root causes and offers practical, step-by-step strategies to achieve high-quality finishes. Contact us at jack@ucpowder.com for expert guidance and our specialized outgassing-forgiving (OGF) powders tailored for aluminum.
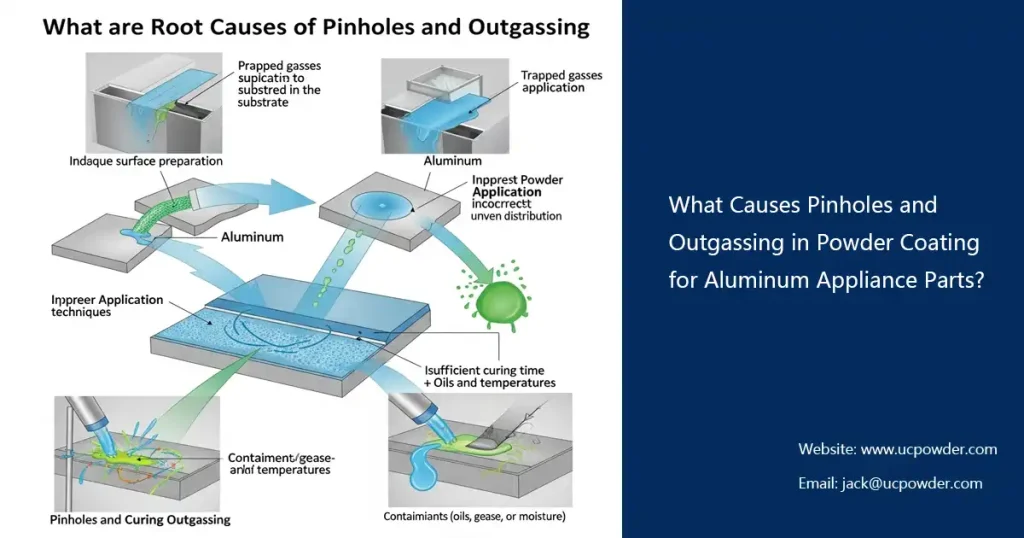
What Causes Pinholes and Outgassing?
1. Substrate Porosity in Aluminum Castings
Aluminum parts, especially die-cast or sand-cast, often contain microscopic pores or voids from the casting process. During curing, trapped air or gases within these pores expand and escape, forming pinholes in powder coating. Recycled aluminum or lower-grade alloys with impurities increase porosity, exacerbating outgassing issues.
2. Surface Contamination
Residual oils, grease, mold release agents, or shop dirt on aluminum surfaces can volatilize at high curing temperatures, creating gas bubbles that burst through the coating, leaving pinholes. This is common when parts are handled without proper cleaning.
3. Inadequate Surface Preparation
Poor cleaning or pretreatment (e.g., skipping degreasing or phosphating) leaves residues that cause outgassing during powder coating. Aluminum’s natural oxide layer or trapped moisture can also contribute to defects if not properly addressed.
4. Excessive Coating Thickness
Applying powder in a single, thick layer traps gases, preventing their escape before the coating gels. This is particularly problematic for aluminum appliance parts with complex shapes, such as brackets or panels with recesses.
5. Environmental Factors
High humidity or contaminated shop air (e.g., from lubricants, silicone sprays, or diesel exhaust) introduces moisture or particulates that interfere with the coating process, leading to pinholes in powder coating aluminum.
6. Unsuitable Powder Formulations
Standard powder coatings may gel too quickly on porous aluminum, trapping gases before they can escape. This mismatch increases outgassing defects in powder coating.
7. Improper Curing Processes
Curing at excessively high temperatures or for insufficient time causes rapid gelling, limiting gas release. This results in pinholes and outgassing defects in the final coating.
Detailed Solutions to Eliminate Pinholes and Outgassing
1. Pre-Bake Aluminum Parts to Release Trapped Gases
Why It Works: Pre-baking heats the aluminum substrate to release trapped air or gases from pores before powder application, reducing outgassing during curing.
How to Implement:
- Place parts in a convection oven set to 15–20°C (27–36°F) above the powder’s curing temperature (typically 200–210°C or 390–410°F) for 45–60 minutes.
- Ensure uniform heating to avoid hot spots; use thermocouples to monitor part temperature.
- Cool parts to 50–60°C (122–140°F) before coating to prevent moisture reabsorption, but avoid cooling to ambient temperature.
Equipment Needed: Convection oven with precise temperature control (e.g., ±2°C accuracy).
Precautions: Do not exceed 230°C (450°F) to avoid damaging aluminum or pretreatment coatings like phosphates. Test pre-baking on sample parts to confirm efficacy.
Benefit: Significantly reduces pinholes in powder coating aluminum by addressing substrate porosity upfront.

2. Optimize Surface Preparation for Maximum Cleanliness
Why It Works: Thorough cleaning and pretreatment remove contaminants and oxides, creating a reactive surface for better powder adhesion and reduced outgassing.
How to Implement:
- Degreasing: Use an alkaline or acid-based degreaser (pH 4–9) in a multi-stage wash system. Ensure a 2–3 minute contact time at 50–60°C (122–140°F).
- Rinsing: Use deionized water to prevent mineral deposits. Perform a waterbreak test to confirm cleanliness (water should sheet off without beading).
- Pretreatment: Apply a zirconium or phosphate-based conversion coating to enhance adhesion and corrosion resistance. For example, use a 5-stage phosphate system with a 1–2 minute immersion per stage.
Optional Blasting: For highly porous castings, use a light sweep blast (SSPC-SP 16) with fine aluminum oxide (120–180 grit) at 40–60 psi to open pores and remove oxides.
Equipment Needed: Multi-stage wash system, deionized water rinse tanks, and blasting cabinets with dust collection.
Precautions: Avoid silicone-based cleaners, as they leave residues that cause defects. Ensure wash enclosures have exhaust systems to remove vapors.
Benefit: Eliminates contaminants, reducing outgassing in aluminum powder coating and improving finish durability.
3. Use Outgassing-Forgiving (OGF) Powders
Why It Works: OGF powders are formulated with enhanced flow properties, remaining liquid longer during curing to allow gas escape, minimizing pinholes in powder coating.
How to Implement:
- Select our OGF powder coatings designed for porous aluminum substrates (e.g., polyester or hybrid formulations with low gel times).
- Consult our technical team to match powder to your specific alloy and part geometry.
- Apply using electrostatic spray guns set to 60–80 kV for even distribution.
Equipment Needed: Electrostatic spray guns and powder delivery systems with consistent feed rates.
Precautions: Verify powder compatibility with curing ovens and substrate alloys. Store powders in a dry, cool environment (below 25°C or 77°F) to maintain performance.
Benefit: Achieves smooth, defect-free finishes on aluminum appliance parts. Contact us at jack@ucpowder.com for a free OGF powder sample.
4. Apply Thin, Multiple Coats for Better Gas Release

Why It Works: Thin layers allow gases to escape before the coating gels, reducing outgassing defects in powder coating.
How to Implement:
- Apply a base coat at 40–60 µm (1.5–2.4 mils) per the powder’s Technical Data Sheet (TDS).
- Partially cure the base coat at 80–90% of the full curing temperature (e.g., 160–170°C for a 200°C cure) for 5–7 minutes to form a skin
- Apply a second coat at 30–50 µm and fully cure both layers at the TDS-specified temperature (e.g., 200°C for 10–12 minutes).
Equipment Needed: Automated spray systems for consistent film thickness and multi-zone ovens for partial and full curing.
Precautions: Monitor film thickness with a dry film thickness gauge to avoid over-application. Ensure inter-coat adhesion by following TDS curing guidelines.
Benefit: Prevents gas entrapment, ensuring a smooth powder coating on aluminum parts.
5. Fine-Tune Curing Processes for Optimal Flow
Why It Works: Controlled curing extends the powder’s liquid phase, allowing gases to escape before the coating hardens, reducing pinholes and outgassing.
How to Implement:
- Use convection ovens set to the lowest effective curing temperature (e.g., 190–200°C for polyester powders) to maximize flow time.
- Alternatively, use infrared (IR) curing for precise heating of the coating without overheating the substrate. Set IR emitters to medium-wave (2–4 µm wavelength) for 3–5 minutes.
- Ensure dwell times match the powder’s TDS (e.g., 10–15 minutes at 200°C for full cure).
Equipment Needed: Convection or IR ovens with programmable controls and temperature profiling systems.
Precautions: Calibrate ovens weekly to ensure accuracy (±2°C). Test curing schedules on scrap parts to avoid under- or over-curing.
Benefit: Produces a uniform, defect-free powder coating finish on aluminum.
6. Control Environmental Conditions in the Coating Area
Why It Works: Stable, clean environments prevent moisture and contaminants from causing pinholes in powder coating aluminum.
How to Implement:
- Maintain coating areas at 20–70% relative humidity and 20–30°C (68–86°F).
- Use HEPA-filtered air in spray booths and ovens to remove particulates.
- Install oil-water separators on compressed air lines to eliminate lubricant contamination.
Equipment Needed: Climate control systems, HEPA filtration units, and air quality monitors.
Precautions: Ban silicone-based lubricants (e.g., WD-40) near coating areas. Regularly inspect air lines for leaks or contamination.
Benefit: Minimizes environmental defects, ensuring high-quality powder coating on aluminum.

7. Source High-Quality Aluminum Castings
Why It Works: Higher-grade aluminum with fewer impurities reduces porosity, minimizing outgassing in aluminum parts.
How to Implement:
- Partner with foundries to source aluminum alloys with low porosity (e.g., A356 or A380 for die-casting).
- Consider vacuum impregnation with sealants (e.g., methacrylate-based) to fill pores before coating.
Equipment Needed: None for sourcing; impregnation requires vacuum chambers.
Precautions: Balance cost and quality, as premium alloys increase expenses. Verify impregnation compatibility with powder coatings.
Benefit: Reduces substrate-related pinholes in powder coating.
8. Incorporate Outgassing Additives
Why It Works: Additives create micro-channels in the coating, allowing gases to escape without forming visible pinholes.
How to Implement:
- Use benzoin at 0.5–0.7% by weight or our proprietary OGF additives blended into the powder formulation.
- Work with our technical team to integrate additives during powder production or on-site mixing.
Equipment Needed: High-shear mixers for additive blending (if done on-site).
Precautions: Test additive levels to avoid adhesion or flow issues. Follow TDS guidelines for blending ratios.
Benefit: Enhances coating performance on porous aluminum appliance parts.

9. Implement Rigorous Quality Control
Why It Works: Early detection of defects ensures consistent powder coating quality on aluminum.
How to Implement:
- Use a low-voltage Holiday Detector (e.g., 100–200V) to identify pinholes post-curing.
- Conduct ASTM B-117 salt spray tests (500–1000 hours) to verify corrosion resistance.
- Perform waterbreak tests after cleaning to confirm contaminant-free surfaces.
Equipment Needed: Holiday Detectors, salt spray chambers, and surface inspection tools.
Precautions: Train staff on testing protocols to ensure accuracy. Document results for process optimization.
Benefit: Reduces rework and ensures compliance with industry standards.
FAQs
High humidity in the coating environment can significantly contribute to pinholes in powder coating aluminum appliance parts. Excess moisture in the air (above 70% relative humidity) can be absorbed by the aluminum substrate or the powder itself, leading to gas release during curing that forms pinholes. Moisture can also cause powder clumping, resulting in uneven application and surface defects. To address this:
- Control Humidity: Maintain coating areas at 20–50% relative humidity using dehumidifiers or climate control systems, especially in humid climates.
- Use Dry Air: Install HEPA filters and oil-water separators on compressed air lines to ensure dry, clean air in spray booths.
- Store Powders Properly: Keep powder coatings in sealed containers in a cool, dry environment (below 25°C or 77°F) to prevent moisture absorption. Our OGF powders are formulated to perform reliably in varying environmental conditions. Contact us right now!
Yes, the type of aluminum alloy significantly impacts outgassing in powder coating aluminum parts. Alloys like A356 or A380, commonly used in die-casting, have varying levels of porosity due to their composition and casting method. Recycled or lower-grade alloys often contain impurities (e.g., silicon or magnesium oxides) that increase porosity, leading to more trapped gases and outgassing during powder coating. To minimize these issues:
- Select Low-Porosity Alloys: Work with foundries to source high-quality alloys with minimal inclusions, such as A356 for die-cast appliance parts.
- Consider Impregnation: Apply vacuum impregnation with methacrylate-based sealants to fill pores before coating, reducing gas entrapment.
- Test Alloy Compatibility: Conduct trial coatings on sample parts to assess outgassing behavior for specific alloys. Our team can recommend OGF powders tailored to your alloy type to reduce pinholes and outgassing. Contact us at jack@ucpowder.com for alloy-specific coating solutions and free samples.
Electrostatic spray equipment plays a critical role in preventing pinholes in powder coating aluminum appliance parts by ensuring uniform powder application. Inconsistent spray patterns or improper settings can lead to uneven film thickness, which traps gases and causes pinholes. To optimize equipment performance:
- Calibrate Spray Guns: Set electrostatic guns to 60–80 kV for optimal powder charging and adhesion. Adjust powder flow rates to achieve a consistent 40–60 µm film thickness per coat.
- Use Automated Systems: Employ robotic or reciprocating spray systems for complex geometries, ensuring even coverage on intricate aluminum appliance parts.
Maintain Equipment: Clean spray guns and hoses daily to prevent powder buildup or contamination, which can cause defects like orange peel or pinholes. Pairing well-maintained equipment with our OGF powders minimizes defects and improves finish quality. Contact our team at jack@ucpowder.com for equipment setup advice and to request a free OGF powder sample.

Erik
Doctor of Chemical Engineering, expert in the field of powder coatings, with over 20 years of professional experience in the research and application of powder coatings




Have Anything To Ask Us?
