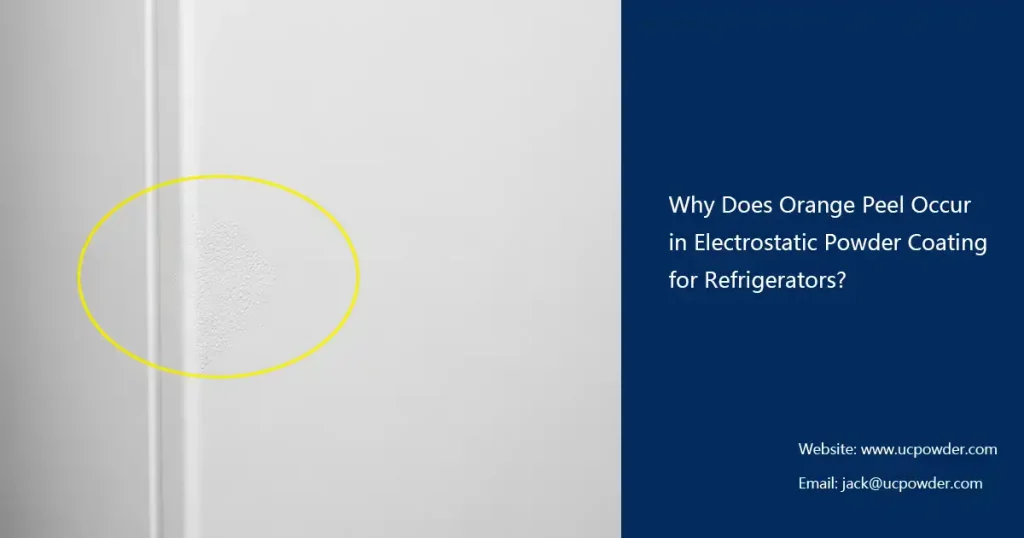
Why Does Orange Peel Occur in Electrostatic Powder Coating for Refrigerators?
Orange peel in electrostatic powder coating for refrigerators refers to a surface defect where the coating appears uneven, with a texture resembling an orange peel. This issue compromises the visual appeal and protective properties of refrigerator surfaces, leading to increased rework costs and potential customer complaints. As a leading powder coating manufacturer, we provide in-depth insights into the causes of orange peel in powder coating and offer highly actionable solutions to ensure a smooth, durable finish for your refrigerator production line.
Detailed Causes of Orange Peel in Electrostatic Powder Coating
1. Powder Coating Material Properties
The composition and physical properties of powder coatings for appliances significantly influence surface quality. Key issues include:
- Inconsistent Particle Size Distribution: If the powder coating has a wide particle size range (e.g., 10-100μm instead of 10-50μm), larger particles may not melt uniformly, leading to poor flow and orange peel.
- Low Flowability: Powders with insufficient flow additives or high viscosity during melting fail to level properly, causing surface irregularities.
- Incompatible Resin Systems: Certain resin chemistries (e.g., polyester or epoxy-polyester hybrids) may not be optimized for the thin, smooth coatings required for refrigerator surfaces.
2. Spray Application Parameters
Improper settings in the electrostatic powder coating process can disrupt uniform powder deposition:
- Excessive or Insufficient Voltage: Voltages above 80kV can cause back-ionization, leading to powder repulsion and uneven coating. Voltages below 50kV may result in poor powder adhesion.
- Incorrect Spray Distance: Spraying too close (<15cm) causes powder buildup, while too far (>30cm) reduces transfer efficiency, both contributing to orange peel.
- High Air Pressure: Air pressures above 0.5 MPa can create turbulence, scattering powder unevenly.
3. Curing Process Deficiencies
The curing stage is critical for achieving a smooth refrigerator powder coating. Common issues include:
- Inadequate Temperature or Time: Curing below 180°C or for less than 15 minutes prevents full flow and leveling, leaving a textured surface.
- Uneven Oven Heating: Hot or cold spots in the curing oven can cause inconsistent melting, with some areas solidifying before leveling.
- Rapid Cooling Post-Curing: Sudden cooling after curing can induce surface tension variations, contributing to orange peel.
4. Substrate and Environmental Factors
The condition of the refrigerator’s metal surface and the coating environment play a significant role:
- Surface Contamination: Residual oils, rust, or mill scale on the steel substrate can interfere with powder adhesion and flow.
- High Humidity: Humidity above 50% can cause moisture absorption in the powder, reducing flowability and creating surface defects.
- Dust or Particulate Contamination: Airborne particles in the spray booth can embed in the coating, disrupting smoothness.
5. Equipment and Grounding Issues
Equipment malfunctions or improper setup can exacerbate orange peel:
- Clogged Spray Guns: Partially blocked nozzles create uneven powder spray patterns.
- Poor Grounding: Inadequate grounding of the refrigerator substrate can weaken electrostatic attraction, leading to patchy powder application.
- Worn Electrodes: Degraded spray gun electrodes may produce inconsistent electrostatic fields, causing uneven coating thickness.
Highly Actionable Solutions to Eliminate Orange Peel in Refrigerator Powder Coating
1. Optimize Powder Coating Selection
Action: Select powder coatings with uniform particle size (10-50μm) and enhanced flow additives. Request a certificate of analysis (CoA) from your supplier to verify particle size distribution and flow properties.
Specific Steps:
- Choose polyester-based or hybrid powder coatings for appliances designed for thin films (50-80μm) to ensure smooth leveling.
- Test powder batches using a flowability test (e.g., ASTM D4242) to confirm suitability for refrigerator applications.
- Add 0.5-1% flow agents (e.g., acrylic-based additives) if recommended by the supplier.
Our Solution: Our premium powder coatings are engineered with optimized resin systems and flow enhancers, reducing orange peel by up to 30% in refrigerator applications. Request a sample right now!
2. Fine-Tune Spray Application Parameters
Action: Calibrate electrostatic spray guns to industry-standard settings and conduct trial runs to validate performance.
Specific Steps:
- Set voltage to 60-80kV to balance adhesion and avoid back-ionization.
- Maintain spray distance at 20-25cm for uniform powder distribution.
- Adjust air pressure to 0.3-0.5 MPa to minimize turbulence.
Use a test panel to measure coating thickness (target 60-80μm) with a non-contact thickness gauge (e.g., Elcometer 456).
3. Enhance Curing Process Control
Action: Ensure consistent curing conditions to promote full flow and leveling of the powder coating.
Specific Steps:
- Set oven temperature to 185-195°C and curing time to 15-20 minutes for polyester-based coatings.
- Use thermal profiling tools (e.g., Datapaq) to detect and correct oven temperature gradients (<5°C variation).
- Allow gradual cooling (5-10 minutes) post-curing to stabilize surface tension.
Our Solution: Our powder coatings are formulated for robust curing at 180-200°C, ensuring consistent results across production runs. Contact us immediately to obtain our free powder coating samples!
4. Improve Substrate Preparation and Environmental Control
Action: Implement rigorous substrate cleaning and environmental controls to minimize surface and atmospheric interference.
Specific Steps:
- Use a multi-stage pre-treatment process: degrease with alkaline cleaner, rinse, and apply a phosphate coating (e.g., iron phosphate at 2-3 g/m²).
- Maintain spray booth humidity at 30-50% using dehumidifiers and monitor with a hygrometer.
- Install high-efficiency particulate air (HEPA) filters in the spray booth to reduce dust contamination.
5. Maintain and Upgrade Coating Equipment
Action: Regularly inspect and maintain powder coating equipment to ensure consistent performance.
Specific Steps:
- Clean spray guns daily and replace nozzles every 3-6 months to prevent clogs.
- Test substrate grounding with a multimeter (resistance <1 ohm) before each shift.
- Upgrade to automated spray systems with consistent electrode performance for high-volume refrigerator production.
6. Establish Robust Quality Control
Action: Implement systematic quality checks to detect and prevent orange peel in refrigerator surface coating.
Specific Steps:
- Use a surface roughness tester (e.g., per ISO 2808) to measure coating smoothness (Ra <0.5μm for high-quality finishes).
- Conduct visual inspections under controlled lighting (500-1000 lux) to identify orange peel early.
- Log all process parameters (voltage, distance, temperature, humidity) in a digital system to correlate with defect rates.
Why Partner with Us for Your Refrigerator Powder Coating Needs?
As a trusted powder coating manufacturer, we specialize in electrostatic powder coatings for refrigerators, offering:
- Advanced Formulations: Our coatings feature uniform particle sizes (10-50μm) and enhanced flow properties, reducing orange peel by up to 30%.
- Customized Solutions: Tailored powders for specific refrigerator substrates (e.g., galvanized steel) and aesthetic requirements (e.g., high-gloss white).
- On-Site Technical Support: Our experts assist with process optimization, parameter calibration, and defect troubleshooting.
- Industry Compliance: Our products meet ASTM D3451 and ISO 8130 standards for powder coating quality.

Erik
Doctor of Chemical Engineering, expert in the field of powder coatings, with over 20 years of professional experience in the research and application of powder coatings


Have Anything To Ask Us?
